
Abschnitt 3.2 - 3.2 Betriebsspezifische Gefährdungen und Maßnahmen im Spritzgießbetrieb
3.2.1
Gefährdungen beim Einrichten von Spritzgießmaschinen
In jedem Spritzgießbetrieb werden arbeitstäglich Maschinen eingerichtet. Das liegt an den vielen unterschiedlichen Produkten, den schnellen Zykluszeiten und den Abrufmengen der Kunden. Das Einrichten bildet einen Arbeitsschwerpunkt, bei dem es auch in der Praxis immer wieder zu schweren Unfällen kommt.

Abb. 39
Einbau eines Spritzgießwerkzeuges durch einen Einrichter
 | Gefährdungen |
|---|
Das Einrichten von Spritzgießmaschinen bildet einen Arbeits- und Unfallschwerpunkt. Immer wieder kommt es bei diesen Tätigkeiten zu schweren Arbeitsunfällen.
Im Einrichtbetrieb können u. a. folgende Gefährdungen auftreten:
Beim Einrichten muss am geöffneten Spritzgießwerkzeug-Bereich im Einrichtbetrieb gearbeitet werden.
Beim Einbau von großen Spritzgießwerkzeugen kann es vorkommen, dass trennende Schutzeinrichtungen, wie zum Beispiel Verdeckungen, Schutztüren oder Schutzeinrichtungen wie Positionsschalter ganz oder teilweise demontiert bzw. außer Kraft gesetzt werden.
Es müssen Bereiche innerhalb des geöffneten Spritzgießwerkzeugs erreicht werden. Dabei besteht die Gefahr, sich an scharfkantigen Auswerfern, Trennebenen etc. zu verletzen. Bei größeren Spritzgießmaschinen kommt dazu die Gefahr, beim Übersteigen bzw. Besteigen des öligen Holmes abzurutschen.
Spritzgießwerkzeuge werden in der Regel mit Krananlagen oder Gabelstaplern zur Spritzgießmaschine transportiert. Bei diesem Transport können die Spritzgießwerkzeughälften auseinandergleiten und herabfallen.
Beim Einbau in die Maschine kann es durch Pendelbewegungen des Spritzgießwerkzeuges zu Quetschungen im Hand-Armbereich kommen.
Durch den Wechsel des Kunststofftyps ist Kontakt zu Gefahrstoffen möglich (siehe Abschnitt 3.1.9).
Zu schweren Unfällen kommt es, wenn Maschinen durch einen weiteren Beschäftigten wieder in Betrieb genommen werden, obwohl die Einrichtarbeiten noch nicht abgeschlossen sind.
Werden Spritzgießwerkzeuge per Kran oder hängend am Gabelstapler transportiert, besteht beim Versagen von Anschlagmitteln oder durch unsachgemäßes Anschlagen die Gefahr, durch herabfallende Spritzgießwerkzeuge schwer verletzt zu werden. Im schlimmsten Fall kann es zu tödlichen Verletzungen kommen.
Beim Transport von Spritzgießwerkzeugen kann es durch Anstoßen zu Kopfverletzungen kommen. Durch scharfe und kantige Oberflächen erhöht sich die Schwere der Verletzung.
Bei großen Maschinen müssen oft hochgelegene Arbeitsbereiche beim Einrichten betreten werden. Dabei besteht die Gefahr des Absturzes.
Oftmals müssen beim Einbau unergonomische Körperhaltungen über einen längeren Zeitraum eingenommen werden.
Betriebsbedingter Zeitdruck kann zu erhöhter Fehlerhäufigkeit und damit zu mehr unsicheren Handlungen und Unfällen führen.
 | Maßnahmen |
|---|
Setzen Sie für das Einrichten von Spritzgießmaschinen ausschließlich Personal ein, das dafür ausgebildet wurde.
Um ein unbeabsichtigtes Wiedereinschalten zu vermeiden, hat die mit der Instandhaltung betreute Person den Hauptschalter mit einem Schloss zu sichern. Die Beschäftigten, die Instandhaltungsarbeiten durchführen, bekommen dann jeweils ein eigenes Schloss (Lockout/ Tagout - LOTO).

Abb. 40
Lockout/Tagout
Das Ingangsetzen darf nur durch absichtliches Betätigen einer hierfür vorgesehenen Befehlseinrichtung möglich sein.
Stellen Sie sicher, dass bei modernen Maschinen die Nutzung bestimmter Funktionen der Maschine auf bestimmte Personenkreise beschränkt wird.
Achten Sie darauf, dass zusammengesetzte Spritzgießwerkzeuge nur mit Transportsicherungen bewegt werden.
Vermeiden Sie Pendelbewegungen der Spritzgießwerkzeuge. Reduzieren Sie dazu die Geschwindigkeiten des Krans bzw. des Staplers.
Bilden Sie Ihre Einrichter und Einrichterinnen im Umgang mit Anschlagmitteln, Krananlagen und Gabelstaplern aus.
Lassen Sie die Anschlagmittel regelmäßig prüfen.
Stellen Sie für die Einrichtarbeiten geeignete Schutzhandschuhe zu Verfügung. Dies können je nach Gefährdung Schnittschutzhandschuhe, Lederhandschuhe oder Thermohandschuhe sein. Achten Sie darauf, dass die Schutzhandschuhe auch getragen werden.
Um Kopfverletzungen zu vermeiden, stellen Sie Anstoßkappen zur Verfügung und setzen Sie das Tragen durch.
Sorgen Sie dafür, dass an Spritzgießmaschinen feststehende bzw. festinstallierte Aufstiege und Podeste mit Geländer eingesetzt bzw. angebracht werden. Ist der Einsatz von Leitern nicht vermeidbar, beachten Sie Abschnitt 3.3.2.
Wenn unergonomische Körperhaltungen nicht vermieden werden können, bieten Sie Ihren Beschäftigten vorbeugende Maßnahmen, wie zum Beispiel ergonomische Pause oder Rückenschule, an.
Vermeiden Sie durch eine vorausschauende Planung und genügend Zeit zum Einrichten Zeitdruck und damit Fehler und Arbeitsunfälle.
 Beste Praxis
Beste Praxis
Regeln Sie, dass vor jedem Arbeitsbeginn die Maschinen auf offensichtliche Mängel geprüft werden. Dies kann die bedienende Person durch eine Sicht- und Funktionskontrolle, insbesondere der Schutzeinrichtungen, gewährleisten.

Abb. 41 a + b
Checkliste für eine Funktionskontrolle an einer Spritzgießmaschine
3.2.2
Serienbetrieb von Spritzgießmaschinen
Der Betrieb von Spritzgießmaschinen lässt sich in verschiedene Tätigkeiten unterteilen. Die unfallträchtigsten sind das Einrichten, die Störungsbeseitigung und die Instandhaltung sowie das Nachbearbeiten von Formteilen. Auch Gefährdungen im Serienbetrieb führen zu Arbeitsunfällen und müssen daher auch unter dem Aspekt des Arbeitsschutzes betrachtet werden.

Abb. 42
Serienbetrieb im Spritzgießbetrieb
 | Rechtliche Grundlagen |
|---|---|
| |
 | Weitere Informationen |
|---|---|
| |
| Gefährdungen |
|---|
Das Bedienen der Spritzgießmaschinen erfolgt im Serienbetrieb, d. h. die Maschine wird in diesem Fall ein- oder mehrschichtig betrieben. Die meisten Spritzgießmaschinen laufen vollautomatisch, d. h. die Personen, die Maschinen bedienen, sind in aller Regel dafür zuständig, Material im Trichter oder Trockner nachzufüllen sowie Formteile aus der Maschine oder einer Vorrichtung zu entnehmen beziehungsweise für den Abtransport der Fertigteile zu sorgen. Dabei ist eine Person in der Regel für mehrere Spritzgießmaschinen gleichzeitig zuständig. Oftmals müssen die Formteile noch nachbearbeitet werden.
Im Serienbetrieb können u. a. folgende Gefährdungen auftreten:
Stolpern, Rutschen und Stürzen, da in der Regel ein Maschinenbediener oder eine Maschinenbedienerin gleichzeitig mehrere Spritzgießmaschinen bedienen muss und daher gezwungen ist, ständig zwischen den Maschinen hin- und herzulaufen.
Kollision mit Gabelstaplern, da sich aufgrund räumlicher Enge Fußwege und Gabelstaplerverkehr nicht immer trennen lassen.
Psychische Belastung durch Zeitdruck. Dieser entsteht durch den durch die Maschine vorgegebenen, kurzen Arbeitszyklus. Um den Produktionsfluss nicht zu behindern, beseitigen Maschinenbedienende oftmals selbst Störungen, obwohl sie nicht ausreichend qualifiziert sind.
Schnittverletzungen, wenn Angüsse entfernt, Formteile entgratet oder nachbearbeitet, z. B. montiert, werden müssen.
Absturz von höher gelegenen Maschinenteilen, wenn Materialtrichter manuell befüllt werden.
Quetschgefahr an Materialbehältern, die neben der Spritzgießmaschine platziert sind.
| Maßnahme |
|---|
Für einen unfallfreien Serienbetrieb können Sie u. a. mit folgenden Maßnahmen sorgen:
Sorgen Sie für genügend Platz zwischen den Spritzgießmaschinen, sodass die Bedienenden genügend Arbeitsraum zur Verfügung haben.
Beseitigen Sie Stolper-, Rutsch und Sturzgefährdungen. Nähere Erläuterungen finden Sie in Abschnitt 3.1.2.
Trennen Sie möglichst Fuß- und Verkehrswege durch feste Barrieren. Sollte dies nicht möglich sein, kennzeichnen Sie die Verkehrswege eindeutig. Weitere Erläuterungen finden Sie in Abschnitt 3.1.5.
Vermeiden Sie Zeitdruck. Planen Sie genügend Zeit für den Serienbetrieb ein, insbesondere auch für die Beseitigung von Störungen.
Untersagen Sie das Beheben von Störungen durch Personal, das dafür keine spezielle Qualifikation besitzt.
Stellen Sie Schnittschutzhandschuhe für das Entfernen von Angüssen, Entgrate- und Montagearbeiten zu Verfügung. Siehe auch Abschnitt 3.1.1 "Gefährdungen durch scharfkantige Oberflächen und Messer".
Vermeiden Sie das manuelle Nachfüllen von Kunststoffgranulat zum Beispiel durch pneumatische Förderung. Zuführung von Kleinmengen können auch über Behälter, die direkt an der Spritzgießmaschine stehen, erfolgen.
Ist ein manuelles Einfüllen von Granulat notwendig, nutzen Sie geeignete Aufstiegshilfen (siehe Abschnitt 3.1.4 "Absturz"), die möglichst fest installiert sein sollten.
 Beste Praxis
Beste Praxis

Abb. 43
Gut gekennzeichneter Verkehrsweg in einem Spritzgießbetrieb
3.2.3
Transport und Lagerung von Spritzgießwerkzeugen
Spritzgießwerkzeuge sind das Kapital eines Spritzgießunternehmens. Sie wiegen meist mehrere hundert Kilogramm, oft auch viele Tonnen. Bei falscher Lagerung oder unsachgemäßem Transport besteht die Gefahr von schweren oder tödlichen Verletzungen durch herabfallende oder umkippende Spritzgießwerkzeuge.

Abb. 44
Spritzgießwerkzeuglager
| Rechtliche Grundlagen |
|---|---|
| |
| Weitere Informationen |
|---|---|
| |
| Gefährdungen |
|---|
In der Regel ist die Produktpalette von Spritzgießbetrieben sehr groß. Entsprechend viele Spritzgießwerkzeuge müssen gelagert und zum Rüsten der Spritzgießmaschinen innerbetrieblich transportiert werden. Dadurch ergeben sich insbesondere Gefährdungen beim Lagern und beim Transport von Spritzgießwerkzeugen.
Lagerung von Spritzgießwerkzeugen
Spritzgießwerkzeuge sind das Kapital eines Spritzgießunternehmens. Werden diese direkt an den Spritzgießmaschinen oder in der Produktion gelagert, besteht die Gefahr, dass die Spritzgießwerkzeuge im Falle eines Brandes durch das Löschwasser rosten, sich verbiegen etc. Sie sind damit zunächst in der Produktion unbrauchbar und müssen kostspielig sowie zeitaufwändig aufgearbeitet werden.
Kleinere Spritzgießwerkzeuge werden in der Regel auf Paletten in Regalen eingelagert. Bei schweren Spritzgießwerkzeugen kann dabei schnell die zulässige Gewichtsbelastung einer Palette überschritten werden.
Weiterhin können, insbesondere bei chaotischer Lagerhaltung, die maximal zulässigen Gewichte der Ladeeinheiten sowie die zulässigen Fach- und Feldlasten von Regalen überschritten werden, wodurch die Stabilität der Regale gefährdet wird.
Transport von Spritzgießwerkzeugen
Beim Transport auf Paletten mit Handhubwagen oder Gabelstaplern besteht die Gefahr, dass die Spritzgießwerkzeuge umkippen oder herunterfallen können.
Werden manuell bewegliche Transportmittel wie Handhubwagen, fahrbare Hubtische eingesetzt, besteht aufgrund des großen Gewichtes die Gefahr von körperlicher Überbeanspruchung.
Beim Transport per Kran, Hubwagen etc. können die Spritzgießwerkzeughälften auseinandergleiten, herabstürzen und zu einer großen Gefahr werden.
Wenn Spritzgießwerkzeuge an Kranen, Staplern etc. angeschlagen und transportiert werden, besteht die Gefahr, dass Beschäftigte durch Pendelbewegungen des Spritzgießwerkzeugs verletzt werden.
Durch defekte oder zu schwach dimensionierte Anschlagmittel können schwere Lasten herabstürzen und Beschäftigte gefährden. Auch tödliche Verletzungen sind möglich.

Abb. 45
Transport eines Spritzgießwerkzeugs mit einem Kran
| Maßnahmen |
|---|
Im Folgenden sind beispielhaft Maßnahmen für die Lagerung und den Transport von Spritzgießwerkzeugen aufgeführt.
Lagerung von Spritzgießwerkzeugen
Lagern Sie Spritzgießwerkzeuge nicht in der Produktion, sondern in separaten Werkzeuglagern.
Achten Sie darauf, dass die Feuerschutztüren zum Werkzeuglager niemals mit Keilen o. ä. aufgestellt werden! Die Türen müssen selbsttätig schließen und stets geschlossen sein bzw. mit Magnethaltern ausgestattet sein, die bei Brandfall ein automatisches Schließen gewährleisten.
Weisen Sie jedem Spritzgießwerkzeug einen eigenen Regalplatz zu.
Beachten Sie die maximal zulässigen Gewichte der Ladeeinheiten sowie die zulässigen Fach- und Feldlasten gemäß den Belastungsangaben der Regale und sorgen Sie dafür, dass diese durch die eingelagerten Spritzgießwerkzeuge nicht überschritten werden. Setzen Sie Schwerlastpaletten ein, sobald das Gewicht eines Spritzgießwerkzeuges eine Tonne übersteigt.
Sichern Sie die Regale gegen Schäden durch Anfahren, indem Sie Anfahrschutze montieren.
Lassen Sie die Regale regelmäßig prüfen.
Transport von Spritzgießwerkzeugen
Sichern Sie die Spritzgießwerkzeuge auf den Paletten gegen Herab- bzw. Umfallen.
Untersagen Sie bei manuellem Transport das Mitgehen weiterer Personen neben oder vor den Transportmitteln.
Positionieren Sie das Gewicht auf der Palette so, dass der Schwerpunkt mittig liegt und vermeiden Sie eine Überlastung.
Beim Transport mit Kranen beachten Sie die Maßnahmen aus dem Abschnitt 3.3.3 "Betreiben von Kranen".
Weisen Sie das Tragen von Sicherheitsschuhen bei jeglichen Transportvorgängen an.
Sorgen Sie dafür, dass die Spritzgießwerkzeuge mit Transportsicherungen ausgestattet werden, die erst nach dem Einbau in die Maschine entfernt bzw. vor dem Ausbau aus der Maschine direkt wieder angebracht werden.
Weisen Sie an, dass Spritzgießwerkzeuge nur langsam und mit entsprechender Achtsamkeit transportiert werden dürfen, um Pendelbewegungen zu vermeiden. Reduzieren Sie die Geschwindigkeit von Gabelstaplern beim Transport.
 Beste Praxis
Beste Praxis

Abb. 46
Geeignete Transportvorrichtung für Spritzgießwerkzeug
3.2.4
Reinigung und Materialwechsel
Reinigungsarbeiten und Materialwechsel stellen besondere Situationen im Betriebsablauf dar. Da Maschinenstillstände weitgehend vermieden werden sollen, werden diese Tätigkeiten oftmals unter Zeitdruck ausgeführt. Dadurch kann es zu unsicheren Handlungen und somit zu Arbeitsunfällen kommen.

Abb. 47
Persönliche Schutzausrüstungen beim Produktwechsel an einer Spritzgießmaschine
| Gefährdungen |
|---|
Produktwechsel und Reinigungsarbeiten sind Tätigkeiten außerhalb des Serienbetriebes mit erhöhtem Unfallrisiko. Dieses kann u. a. aus folgenden Situationen resultieren:
Bei Materialwechsel (Wechsel auf einen anderen Kunststoff)
Durch Herausspritzen heißer Kunststoffschmelzen kann es zu Verbrennungen im Oberkörper und Gesichtsbereich, insbesondere der Augen, kommen.
Heiße Kunststofffladen werden oftmals direkt neben den Spritzgießmaschinen zum Abkühlen gelagert. Die Temperatur der Kunststofffladen kann man dem Kunststoff nicht ansehen. Es besteht Verbrennungsgefahr.
Nach Stillstand kann es beim Anfahren der Spritzgießmaschine zu Druckaufbau an der Plastifiziereinheit durch Pfropfenbildung kommen. Durch den explosionsartigen Austritt der heißen Kunststoffschmelzen kann es zu sehr schweren Verbrennungen kommen.
Reinigungsgranulat wird oftmals händisch in die Vorlagetrichter gegeben. Bei ungeeigneter oder gar nicht vorhandener Aufstiegshilfe besteht Absturzgefahr.
Es ist eine Exposition gegenüber Gefahrstoffen durch die thermische Zersetzung des Kunststoffes möglich.
Auch beim Freispritzen der Düse können Zersetzungsprodukte freigesetzt werden (siehe Abschnitt 3.1.9).
Bei der Reinigung
Zur Reinigung der Spritzgießwerkzeuge und -maschinen werden oftmals brennbare und gesundheitsschädliche Mittel eingesetzt, wie beispielsweise lösemittelhaltige Reiniger. Das gilt auch z. B. für Trennmittel oder andere eingesetzte Hilfsstoffe. Dabei kann es zu Gefahrstoffexpositionen kommen.
Müssen zur Reinigung Maschinenteile, wie zum Beispiel der Materialtrichter, demontiert werden, kann es zum Eingriff in Gefahrenbereiche kommen.
| Maßnahmen |
|---|
Beim Materialwechsel
Stellen Sie sicher, dass der Düsenmund der Plastifiziereinheit gegen Herausspritzen flüssiger Kunststoffmassen, zum Beispiel durch verriegelte Klappen vor der Düsenmundöffnung oder durch Verschlussdüsen, gesichert ist. Ist dies nicht der Fall, ergreifen Sie die genannten Maßnahmen.
Weisen Sie bei Arbeiten an der Plastifiziereinheit oder an Heißkanalspritzgießwerkzeugen das Tragen eines Vollgesichtsschutzes an. Nur so sind Ihre Beschäftigten ausreichend vor Verbrennungen durch heiße Kunststoffschmelze im Gesicht geschützt.
Weisen Sie das Tragen langärmliger Kleidung oder von Unterarmschützern an.
Heiße Kunststofffladen möglichst direkt an der Austrittsstelle erkalten lassen. Falls dies nicht möglich ist, Fladenhaken verwenden.
Sammeln Sie heiße Kunststofffladen in Metallbehältern.
Vermeiden Sie den Transport von heißen Kunststofffladen. Die Temperatur des Kunststoffes erkennen Sie nicht an dessen "Farbe".
Stellen Sie nur geeignete Aufstiegshilfen zur Verfügung. Siehe dazu Abschnitte 3.1.4 und 3.3.2.
Bei der Reinigung
Werden zur Reinigung brennbare Stoffe wie zum Beispiel lösemittelhaltige Entfetter eingesetzt, müssen Sie u. a. folgende Maßnahmen zum Schutz Ihrer Beschäftigten ergreifen:
Auch bei Reinigungsarbeiten muss die Maschine gegen unbeabsichtigtes Wiedereinschalten gesichert werden.
Lagern Sie brennbare Reinigungsmittel in belüfteten Gefahrstoffschränken.
Vermeiden Sie großflächiges Verteilen lösemittelhaltiger Reiniger (Brand- und Explosionsgefahr).
Sorgen Sie für eine ausreichende Belüftung beim Einsatz lösemittelhaltiger Reiniger.
Lassen Sie Spraydosen niemals auf der Spritzgießmaschine stehen. Durch Aufheizen kann es zur Explosion der Dosen kommen.
Erstellen Sie einen Handschuhplan, um Ihre Beschäftigten vor Hautkontakt mit Lösemitteln zu schützen.
Erstellen Sie einen Hautschutzplan, ggf. als übergreifenden Handschuh- und Hautschutzplan.
 Beste Praxis
Beste Praxis

Abb. 48
Beispiel für einen Fladenhaken
3.2.5
Störungsbeseitigung
Maschinenstörungen stellen immer Situationen außerhalb des Serienbetriebs dar. Um unnötige Stillstände der Maschine zu vermeiden, wird die Störungsbeseitigung oft unter Zeitdruck, unter Umgehung von Sicherheitseinrichtungen oder durch Personen durchgeführt, die dafür keine Ausbildung besitzen. Dadurch kann es zu sehr schweren Unfällen kommen.

Abb. 49
Spritzgießmaschine mit Maschinenampel
| Gefährdungen |
|---|
Auch die Störungsbeseitigung stellt eine besondere betriebliche Situation dar. Es kann u. a. zu folgenden Gefährdungen kommen:
Die Beseitigung von Störungen wird durch Personen durchgeführt, die dafür keine Ausbildung besitzen.
Die Störungsbeseitigung wird während der laufenden Produktion vorgenommen.
Die Beseitigung von Störungen wird durch Umgehung der Schutzeinrichtungen durchgeführt, z. B. Anstellen einer Leiter und Übergreifen unter Verwendung der Körperteile oder anderer Hilfsmittel (z. B. Stangen).
Maschinen und Peripherieeinrichtungen sind nicht gegen Wiedereinschalten gesichert.
Um den Produktionsfluss nicht zu stoppen, werden Störungsbeseitigungen überhastet und ohne die nötigen persönlichen Schutzausrüstungen durchgeführt.
Es müssen oftmals Bereiche innerhalb des geöffneten Spritzgießwerkzeugs erreicht werden. Bei kleineren Maschinen besteht dabei die Gefahr, sich an scharfkantigen Auswerfern, Trennebenen etc. zu verletzten. Bei größeren Spritzgießmaschinen kommt dazu die Gefahr, beim Übersteigen des öligen Holmes abzurutschen.
Verklemmte Formteile müssen oftmals mit Handwerkzeugen gelöst werden. Werden dazu Werkzeuge aus sprödem Metall verwendet, besteht die Gefahr, dass Metallteile absplittern und die Beschäftigten verletzen.
Durch eingeschlossene Drücke bzw. durch Hydrospeicher kann es zu ungewollten Bewegungen nach der Beseitigung einer Störung (z. B. Verklemmung) kommen.
Beim Freispritzen der Düse können Zersetzungsprodukte freigesetzt werden (siehe Abschnitt 3.1.9).
| Maßnahmen |
|---|
Bei der Störungsbeseitigung sind u. a. folgende Maßnahmen zu berücksichtigen:
Lassen Sie Störungsbeseitigungen nur durch qualifizierte Beschäftigte durchführen.
Unterbinden Sie konsequent Störungsbeseitigung durch Personen, die dafür keine Ausbildung besitzen, auch wenn diese "nur mal eben schnell" helfen wollen.
Bei Arbeiten im geöffneten Spritzgießwerkzeug sind möglichst Schnittschutzhandschuhe (nicht bei rotierenden Teilen wie Schleifern!), vor allem aber schnittfester Unterarmschutz zu tragen.
Bei Arbeiten im geöffneten Spritzgießwerkzeug ölige Holme mit Lappen, Pappen, u. ä. abdecken - dies minimiert auch die Beschädigungsgefahr.
Weisen Sie an, dass die Holme nicht betreten werden dürfen.
Um ein unbeabsichtigtes Wiedereinschalten zu vermeiden, ist der Hauptschalter mit einem Schloss zu sichern. Beschäftigte, die Störungsbeseitigungen durchführen, bekommen dann jeweils ein eigenes Schloss (Lockout/Tagout).
Verwenden Sie beim Lösen verklemmter Formteile nur Handwerkzeuge aus Kupfer. Dadurch wird die Gefahr von absplitternden und herumfliegenden Metallteilen minimiert. Gleichzeitig reduziert sich auch die Gefahr, dass Spritzgießwerkzeuge beschädigt werden.
Ordnen Sie bei diesen Arbeiten das Tragen von Schutzbrillen an.
Bei der Beseitigung einer Störung (z. B. Verklemmung) muss sichergestellt sein, dass das System drucklos ist bzw. keine ungewollten Bewegungen und Gefahren durch eingeschlossene Drücke bzw. durch Hydrospeicher auftreten können.
Sorgen Sie für die Verwendung einer wirksamen Absaugeinrichtung im Bereich der Spritzdüse mit Fortluftbetrieb oder einer mobilen Absaugeinrichtung mit einem Kombinationsfilter, bestehend aus Partikelfilter der Staubklasse M (mittel) und nachgeschaltetem Filter aus Aktivkohle sowie regelmäßige Wirksamkeitsprüfung der lufttechnischen Einrichtungen mit Dokumentation (siehe Abschnitt 3.1.9).
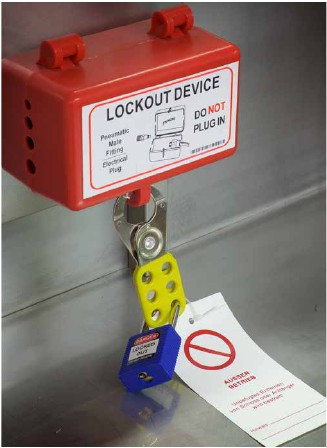
Abb. 50
Lockout/Tagout
3.2.6
Reparatur und Instandhaltung
Reparatur- und Instandhaltungsarbeiten sind Tätigkeiten, die für jeden Betrieb von großer Bedeutung sind. Nur mit einer schnellen Reparatur und einer wirkungsvollen Instandhaltung ist ein zuverlässiger Betriebsablauf möglich. Diese vorwiegend handwerklichen Arbeiten haben ein großes Gefährdungspotential und führen oftmals zu Arbeitsunfällen.

Abb. 51
Sichere und schonende Zwischenlagerung von Plastifizierschnecken
| Rechtliche Grundlagen |
|---|---|
| |
| Gefährdungen |
|---|
Die Reparatur- und Instandhaltungsarbeiten lassen sich in zwei Bereiche aufteilen:
- 1.
Reparatur- und Instandhaltungsarbeiten direkt an der Spritzgießmaschine.
- 2.
Reparatur und Instandhaltungsarbeiten von ausgebauten Maschinenteilen in Werkstätten.
In der Praxis werden diese Tätigkeiten auch oftmals kombiniert durchgeführt, d. h. es werden Reparaturen bzw. Nacharbeitungen mit Schleifgeräten etc. im eingebauten, geöffneten Spritzgießwerkzeug durchgeführt.
Gefährdungen bei Reparatur- und Instandhaltungsarbeiten können unter anderem sein:
Direkt an den Spritzgießmaschinen
Die Maschine wird nicht außer Betrieb genommen bzw. nicht stillgesetzt und nicht gegen Wiedereinschalten gesichert.
Spritzgießwerkzeuge sind vor dem Ausbau nicht angeschlagen bzw. ausreichend gegen unbeabsichtigtes Öffnen gesichert worden, wodurch Personen oder Gliedmaßen eingequetscht werden können.
Bei Reparaturen an der Plastifiziereinheit ist diese nicht leer gefahren bzw. gereinigt worden, wodurch es zur Überhitzung und unkontrolliertem Austritt des geschmolzenen Materials sowie zu einer Exposition gegenüber Gefahrstoffen kommen kann.
Es müssen Bereiche innerhalb des geöffneten Spritzgießwerkzeugs erreicht werden. Bei kleineren Maschinen besteht dabei die Gefahr, sich an scharfkantigen Auswerfern, Trennebenen etc. zu verletzen. Bei größeren Spritzgießmaschinen kommt dazu die Gefahr, beim Übersteigen des öligen Holmes abzurutschen.
Durch eingeschlossene Drücke bzw. durch Hydrospeicher kann es zu ungewollten Bewegungen kommen.
Es müssen Teile der Maschine erreicht werden, für die kein Aufstieg bzw. Aufstiegshilfe vorgesehen sind. Hier besteht Absturzgefahr.
Versagen Magnetspannsysteme oder fallen aus, kann dadurch das Spritzgießwerkzeug in die Maschine stürzen. Dabei besteht Lebensgefahr.
Maschinenteile sind nicht ausreichend abgekühlt.
Bei Tätigkeiten an den Maschinen müssen oftmals unergonomische Körperhaltungen eingenommen werden. Zusätzlich müssen in diesen Situationen schwere Maschinenteile gehalten und getragen werden.
Die eingesetzten Personen besitzen keine spezielle Ausbildung für die durchgeführten Tätigkeiten.
Die nötigen persönlichen Schutzausrüstungen, wie zum Beispiel Schnittschutz- und Wärmeschutzhandschuhe oder Vollgesichtsschutz, werden nicht benutzt.
In Werkstatt, Schlosserei, Werkzeugbau etc.
Die zu reparierenden Maschinenteile, in der Regel Spritzgießwerkzeuge, sind nicht ausreichend gegen Umkippen gesichert. Hier besteht die Gefahr von Quetschungen. Bei sehr schweren Spritzgießwerkzeugen kann es auch zu tödlichen Quetschverletzungen kommen.
Beim Einsatz von rotierenden Werkzeugen, wie Schleifer, Fräser oder Polierscheiben, besteht die Gefahr, dass Kleidung oder Haare erfasst werden.
Bei Wartungs- und Reparaturarbeiten werden Spritzgießwerkzeuge oftmals in der Werkstatt aufgeheizt. In diesem Falle besteht Verbrennungsgefahr
| Maßnahmen |
|---|
Bei Reparatur- und Instandhaltungsarbeiten sind unter anderem folgende Maßnahmen zu berücksichtigen:
Direkt an den Spritzgießmaschinen
Setzen Sie nur Personen ein, die für die Tätigkeiten eine spezielle Ausbildung besitzen.
Um ein unbeabsichtigtes Wiedereinschalten zu vermeiden, ist der Hauptschalter mit einem Schloss zu sichern (Lockout/Tagout "LOTO").
Bei Reparatur bzw. Instandhaltung muss sichergestellt sein, dass das System drucklos ist. Eingeschlossene Drücke oder Drücke im Hydrospeicher können zu gefährlichen und ungewollten Bewegungen führen.
Vor Wiederinbetriebnahme müssen alle Schutzeinrichtungen anhand einer Checkliste überprüft werden.
Stellen Sie sicher, dass die Haltekraft der Magnetspannplatten permanent aufrechterhalten wird.
Beim Ausbau von Maschinenteilen sind auch die Maßnahmen des Abschnittes 3.2.1. "Einrichten von Spritzgießmaschinen" zu berücksichtigen.
Beim Ausbau und der Reparatur von Teilen der Plastifiziereinheit sind auch die Maßnahmen des Abschnittes 3.2.4. "Reinigung und Produktwechsel" zu berücksichtigen.
Bei Arbeiten im geöffneten Werkzeug ölige Holme mit Lappen, Pappen u. ä. abdecken.
Weisen Sie an, dass die Holme nicht betreten werden dürfen.
Weisen Sie das Tragen persönlicher Schutzausrüstungen wie Schnittschutz-Handschuhe oder Anstoßkappen an.
Sorgen Sie dafür, dass an Spritzgießmaschinen feststehende/festinstallierte Aufstiege und Podeste mit Geländer eingesetzt/angebracht werden.
Stellen Sie Ihren Instandsetzerinnen und Instandsetzern genügend Zeit für Reparatur- und Instandhaltungsarbeiten zur Verfügung.
Sorgen Sie für die Verwendung einer wirksamen Absaugeinrichtung im Bereich der Spritzdüse mit Fortluftbetrieb oder einer mobilen Absaugeinrichtung mit einem Kombinationsfilter, bestehend aus Partikelfilter der Staubklasse M (mittel) und nachgeschaltetem Filter aus Aktivkohle sowie regelmäßige Wirksamkeitsprüfung der lufttechnischen Einrichtungen mit Dokumentation (siehe Abschnitt 3.1.9).
In Werkstatt, Schlosserei, Werkzeugbau etc.
Sichern Sie die Maschinenteile bei Arbeiten ausreichend gegen Umfallen. Bewährt hat sich das Sichern durch Kräne oder durch den Einsatz von "Werkzeugwendern".
Weisen Sie das Tragen von Schutzhandschuhen an, wenn an aufgeheizten Spritzgießwerkzeugen gearbeitet werden muss. Bei Arbeiten mit rotierenden Teilen wie Schleifern ist dies nicht zulässig.
Weisen Sie das Tragen enganliegender Kleidung an.
Lange Haare müssen mit Haarnetzen oder Mützen davor geschützt werden, von rotierenden Werkzeugen erfasst zu werden.
3.2.7
Anbau- und Peripheriegeräte und wesentliche Veränderung von Maschinen
Spritzgießmaschinen werden meist nicht als einzeln arbeitende Maschinen betrieben. Durch die zunehmende Automatisierung werden die Maschinen mit diversen Peripheriegeräten, wie zum Beispiel Entnahmegeräten, Industrierobotern, Förderbändern oder Montagegeräten, ausgestattet. Durch deren Ein- und Anbau können neue Gefährdungen entstehen, die zu Unfällen führen.
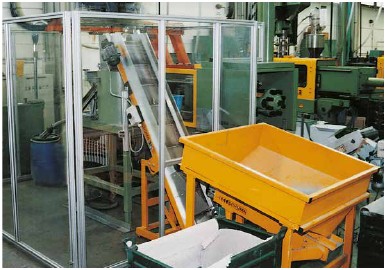

Abb. 52 a + b
Beispiele für Peripheriegeräte im Spritzgießbetrieb
| Rechtliche Grundlagen |
|---|---|
| |
| Weitere Informationen |
|---|---|
| |
| Gefährdungen |
|---|
Durch die Erweiterung von Spritzgießmaschinen mit zusätzlichen Anbau- und Peripheriegeräten wie Entnahmegeräten, Industrierobotern, Förderbändern, Montageeinrichtungen und Beistellmühlen können neue Gefahrenstellen entstehen. Diese müssen dann im Rahmen einer Anpassung der Gefährdungsbeurteilung bewertet und erforderliche Schutzmaßnahmen wie zusätzliche Verdeckungen oder Schutzzäune festgelegt und umgesetzt werden.
Dabei muss darauf geachtet werden, dass das sicherheitstechnische Niveau der erforderlichen Schutzmaßnahmen (u. a. Schutzeinrichtungen, Sicherheitskreise) bzgl. der einzelnen Gefahrenbereiche gegeben ist. Zusätzlich ist darauf zu achten, dass das sicherheitstechnische Niveau der Spritzgießmaschine nicht verringert wird.
Unter bestimmten Voraussetzungen, beispielsweise wenn eine neue Gesamtheit von Maschinen entsteht oder eine wesentliche Veränderung vorgenommen wurde, kann die bestehende Konformitätserklärung ihre Gültigkeit verlieren.
Im ungünstigen Fall werden Sie zum Hersteller der wesentlich veränderten Maschine und müssen ein neues Konformitätsbewertungsverfahren durchführen. Dies gilt auch, wenn Sie die veränderte Maschine nur im eigenen Unternehmen betreiben. Das bisherige CE-Zeichen wird in diesem Fall ungültig. Man spricht auch vom "Eigenbau". Sie sollten deshalb im Zweifelsfall eine Expertin oder einen Experten hinzuziehen. Die zuständige Aufsichtsperson Ihres Unfallversicherungsträgers kann Sie hierbei beraten.
| Maßnahmen |
|---|
Alle Maßnahmen, die der Erhöhung der Sicherheit dienen, fallen nicht unter den Sachverhalt der wesentlichen Veränderung.
Prüfen Sie vor Beschaffung und Anbau von Peripheriegeräten, ob sich neue Gefährdungen ergeben und die Konformität für die gegebenenfalls neu entstandene Maschine noch gegeben ist. Diese Prüfung auf wesentliche Veränderung der Maschine kann anhand der interaktiven Arbeitshilfe "Wesentliche Veränderung an Maschinen" durchgeführt werden, die Sie im Fachwissen-Portal der BG RCI unter  www.bgrci.de/fachwissen-portal/themenspektrum/maschinensicherheit/interpretationen-zu-vorschriften/ finden.
www.bgrci.de/fachwissen-portal/themenspektrum/maschinensicherheit/interpretationen-zu-vorschriften/ finden.
 Beste Praxis
Beste Praxis
Das nachfolgende Diagramm gibt Ihnen erste Hinweise zum Thema "wesentliche Veränderungen", weitere Hinweise zu diesem Thema enthält das Merkblatt T 008-0 der BG RCI.
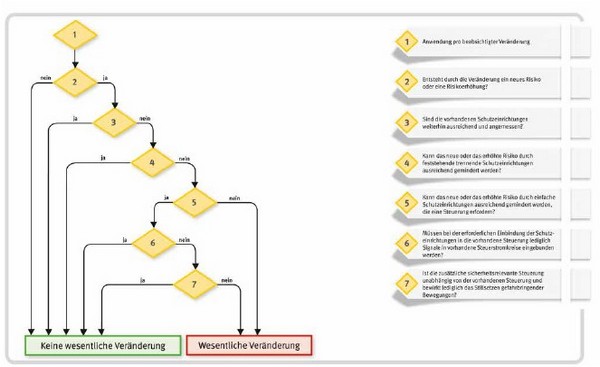
Abb. 53
Ablaufschema "wesentliche Veränderung" von Maschinen. Weitere Details zum Thema sind im Fachwissen-Portal der BG RCI und der Informationsschrift "Wesentliche Veränderung von Maschinen" der BG RCI zu finden.
3.2.8
Einsatz von Magnetspannsystemen
Durch den Einsatz von Magnetspannsystemen kann der Aufwand von Einrichtarbeiten deutlich reduziert werden. Wenn das Magnetspannsystem gestört wird oder ausfällt, kann das Spritzgießwerkzeug in die Maschine stürzen. Dabei besteht Lebensgefahr.
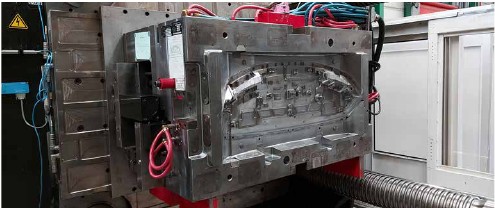
Abb. 54
Bild eines Magnetspannsystems
| Gefährdungen |
|---|
Durch den Einsatz von Magnetspannsystemen kann der Aufwand bei Einrichtarbeiten deutlich reduziert werden. Jedoch ergeben sich dadurch auch neue Gefährdungen. Diese sind im Folgenden beispielhaft aufgeführt:
Werden Magnetspannsysteme eingesetzt, kann eine Reduzierung der magnetischen Flussdichte auftreten.
Dies ist der Fall, wenn die Oberflächen der Spritzgießwerkzeuge nicht komplett plan sind, sondern kleine Unebenheiten aufweisen. Unebenheiten können entstehen, wenn sich z. B. Flugrost auf Aufspannplatte oder Spannsystem gebildet hat. Weiterhin können Luftspalte auftreten, wenn die Aufspannplatte eine auch nur minimale Durchbiegung aufweist.
Damit entsteht die Gefahr, dass das Magnetsystem nicht korrekt spannt und das Spritzgießwerkzeug bzw. eine Werkzeughälfte in die Maschine stürzen kann. Dabei besteht Lebensgefahr.
Durch die Magnetfelder kann es zu gesundheitlichen Beeinträchtigungen bei Trägern und Trägerinnen von Herzschrittmachern bzw. Hörhilfen kommen.
| Maßnahmen |
|---|
Beachten Sie strikt die Hinweise, die in der Bedienungsanleitung des Herstellers des Magnetspannsystems gegeben werden, sowie ggf. die Verweise auf die entsprechende Norm.
Stellen Sie sicher, dass die Haltekraft der Magnetspannplatten permanent aufrechterhalten wird.
Bewährt hat es sich, bei jedem Rüsten der Maschine die Magnetplatten und das Spritzgießwerkzeug zu reinigen.
Darüber hinaus müssen die FCS-Sensoren des Spannsystems bei Flugrost bzw. einem Spalt von größer als 0,2 mm die Magnetisierung der Platte verhindern. Dies muss der einrichtenden Person durch eine Kontrollleuchte und ein optisches Signal an der Spritzgießmaschine bzw. der Bedieneinheit angezeigt werden.
Prüfen Sie gemeinsam mit Ihrer Arbeitsmedizinerin bzw. mit Ihrem Arbeitsmediziner, ob Personen mit Herzschrittmacher oder Hörhilfen an den Systemen eingesetzt werden dürfen.
 Beste Praxis
Beste Praxis

Abb. 55
Bedien- und Überwachungseinheit für ein Magnetspannsystem bei eingeschalteter Magnetisierung
3.2.9
Nachrüsten und Kauf von Gebrauchtmaschinen
Auch für alte und gebrauchte Maschinen, die im Betrieb genutzt werden, gibt es eine Pflicht zur Nachrüstung, sodass sie an den sich ändernden Stand der Technik angepasst werden müssen. Durch die Vorgaben der Betriebssicherheitsverordnung können sich daher auch für Spritzgießmaschinen Nachrüstpflichten unter Beachtung der Verhältnismäßigkeit ergeben.

Abb. 56
Nachgerüstete Maschine mit einer Düsenschutzklappe
| Rechtliche Grundlagen |
|---|---|
| |
| Weitere Informationen |
|---|---|
| |
| Gefährdungen |
|---|
Spritzgießmaschinen sind auf Dauerbetrieb ausgelegt und können daher lange eingesetzt werden. Gebrauchte Maschinen sind wegen des günstigen Anschaffungspreises eine Alternative zum Kauf von Neumaschinen. Gegen den Einsatz von gebrauchten Maschinen spricht nichts, solange sie sicher betrieben werden. Die Betriebssicherheitsverordnung unterscheidet nicht zwischen Alt- und Neumaschinen.
Aus der Betriebssicherheitsverordnung ergibt sich die Pflicht, Arbeitsschutzmaßnahmen an Maschinen am Stand der Technik anzupassen. Die EmpfBS 1114 erläutert anhand von Beispielen und unter Berücksichtigung der Verhältnismäßigkeit, wie dies geschehen kann. Einen Bestandsschutz für Maschinen sieht die Betriebssicherheitsverordnung nicht vor.
Neben den Kriterien, wann eine Anpassung an den Stand der Technik erfolgen muss, werden auch Angaben zur Verhältnismäßigkeit definiert.
Beim Kauf von gebrauchten Maschinen sollten Sie daher eine Bestätigung der Mängelfreiheit der Maschine einfordern und sich bestätigen lassen, dass die Maschine noch den rechtlichen Anforderungen und der Produktnorm zum Zeitpunkt des erstmaligen Inbetriebnehmens entspricht. Ferner sollte vor Vertragsabschluss geklärt werden, ob es zwischenzeitlich Nachrüstungen oder andere Änderungen an der Maschine gab und ob diese dokumentiert sind.
Beim Kauf und Import von Maschinen aus Ländern außerhalb des Europäischen Wirtschaftsraumes handelt es sich um das erstmalige Inverkehrbringen (Bereitstellen auf dem Markt) innerhalb des EWR. Somit gelten für all diese Maschinen die Anforderungen der Maschinenrichtlinie, auch für die Gebrauchten. Dies sollte möglichst vermieden werden.
Die folgende Auflistung gibt eine Auswahl über mögliche Gefährdungen und Maßnahmen beim Betreiben gebrauchter Maschinen:
Die Quetsch- und Scherstellen sind nicht ausreichend gegen Eingriff abgesichert, wie beim Schließen des Werkzeugs oder der Eingriff in die Förderschnecke beim Abnehmen des Materialtrichters.
Die Düsenschutzklappe ist nicht vorhanden bzw. nicht verriegelt. Dadurch kann heiße Schmelze beim Freispritzen austreten und zu schweren Verbrennungen an Händen und im Gesicht führen.
Hydraulikschlauchleitungen sind oftmals nicht gegen "Abreißen" gesichert.
Elektrische Ausrüstung der Maschine entspricht nicht mehr dem Stand der Technik.
Aufstiege, um höher gelegene Arbeitsbereiche zu erreichen, sind nicht vorhanden, auch Absturzsicherungen fehlen oftmals an dieser Stelle.
Erforderliche Prüfungen wurden nicht turnusgemäß durchgeführt.
| Maßnahmen |
|---|
Für Altmaschinen gibt es keinen Bestandschutz. Legen Sie daher in der Gefährdungsbeurteilung fest, inwieweit gebrauchte Maschinen ausgehend vom Stand der Technik nachgerüstet werden müssen.
Achten Sie beim Umbau von Maschinen immer darauf, ob Sie wesentliche Änderungen vornehmen und die Maschine dann als Neumaschine bewertet werden muss. Beachten Sie dazu auch Abschnitt 3.2.7.
Beim Kauf von gebrauchten Maschinen müssen Sie folgendes immer beachten:
Lassen Sie sich immer alle notwendigen Unterlagen zur Maschine, wie Betriebsanleitung und Konformitätserklärung, aushändigen.
Prüfen Sie, ob die Forderungen nach § 5 Abs. 1 Betriebssicherheitsverordnung erfüllt werden.
Kaufen Sie Maschinen (auch Gebrauchtmaschinen) außerhalb des Europäischen Wirtschaftsraums möglichst über Händler. Somit werden Sie selbst nicht zum "Inverkehrbringer".
Sichern Sie Quetsch- und Scherstellen durch trennende Schutzeinrichtungen (z. B. Schutzgitter, Zäune) oder verriegelte bewegliche Schutzeinrichtungen (z. B. verriegelte Tunnelhauben bzw. Schutztüren) ab.
Sichern Sie den Bereich der Düse mit einer verriegelten Düsenschutzklappe ab.
Beim Öffnen einer Schutzeinrichtung muss die gefahrbringende Bewegung stoppen.
Hydraulikschlauchleitungen müssen gegen Abreißen gesichert sein. Beachten Sie auch Abschnitt 3.1.12.
Aufstiege müssen immer sicher begehbar sein. Beachten Sie auch die Abschnitte 3.1.4 und 3.3.2.

Abb. 57
Best Practice einer nachgerüsteten Fangsicherung für Druckschläuche